

新聞中心

廠址:河北省邢臺(tái)市臨西縣軸承工業(yè)園區(qū)北環(huán)路雙創(chuàng)科技園(佳順軸承)
銷售地址:河北省臨西縣軸承大世界東九區(qū)19號(hào)
手 機(jī):18764252222 15531951217
電 話:0319-8566557
Q Q:275582616
車床主軸箱裝配要點(diǎn)及要求
2023-08-29來(lái)源:國(guó)家職業(yè)教育機(jī)械制造技術(shù)專業(yè)教學(xué)資源庫(kù)
(版權(quán)歸原作者或機(jī)構(gòu)所有)
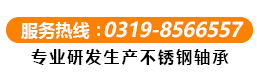
一、確定臥式車床的總裝配順序總裝配順序,一般可按下列原則進(jìn)行:
(1)選擇正確的裝配基準(zhǔn)。
(2)解決相互沒(méi)有精度影響的裝配時(shí),裝配先后以簡(jiǎn)單方便為準(zhǔn)。
(3)解決相互有精度影響的裝配時(shí),首先裝配好一個(gè)公共的裝配基準(zhǔn),然后再按次序達(dá)到各有關(guān)精度。
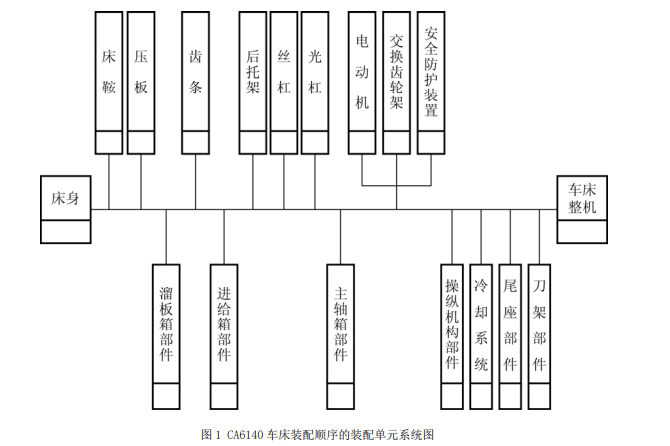
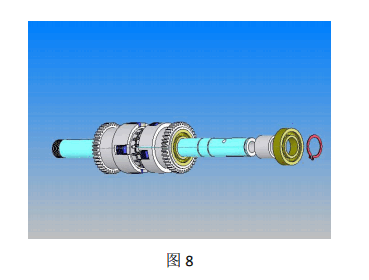
二、CA6140車床Ⅰ軸的裝配
第1步:安裝花鍵螺圈
將螺圈的孔和花鍵處的腰形槽對(duì)準(zhǔn)
第2步:安裝拉桿與圓柱銷
將拉桿槽與一軸的槽對(duì)齊,拉桿孔與螺圈的孔對(duì)準(zhǔn),并裝上圓柱銷,使拉桿與螺圈成為一體。
3步:安裝彈簧銷及加壓套
將彈簧先裝入螺圈的孔內(nèi),再將彈簧銷裝入孔中,壓下彈簧,旋上加壓套。
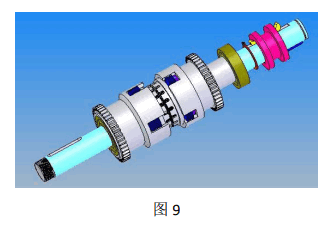
第4步:安裝正反轉(zhuǎn)摩擦片
正轉(zhuǎn)摩擦片從帶輪端裝入,先內(nèi)后外。粉紅色的是內(nèi)摩擦片,藍(lán)色為外摩擦片。
反轉(zhuǎn)摩擦片從元寶鍵端裝入,先內(nèi)后外。
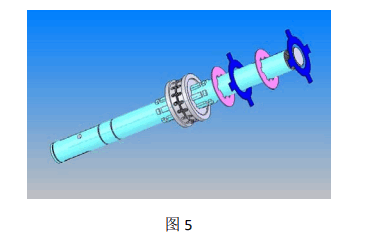
第5步:安裝定位(固定)擋圈
先將內(nèi)定位擋圈(帶有螺紋)套入,在花鍵槽處轉(zhuǎn)30º,使內(nèi)定位圈卡住花鍵凸緣,再套入外定位圈(通孔),并用平基螺釘使內(nèi)外定位圈緊固。完成一軸摩擦片的安裝。
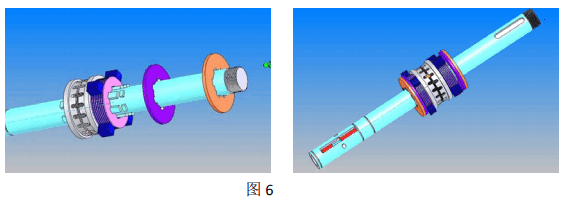
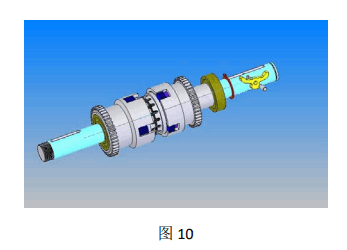
第6步安裝正反轉(zhuǎn)空套齒輪
將正反轉(zhuǎn)空套齒輪槽對(duì)準(zhǔn)外摩擦片的凸緣處,打入軸中。
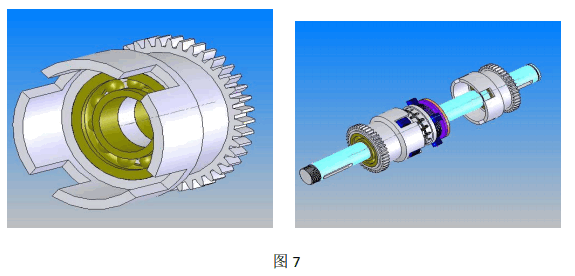
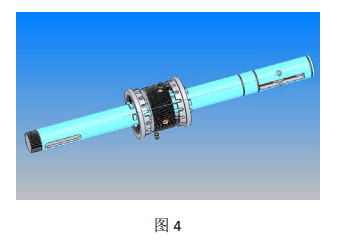
第7步安裝軸套、滾動(dòng)軸承與擋圈
先裝入軸套,再打入滾動(dòng)軸承,臨末將軸用彈簧擋圈裝入軸的槽中,防止軸承、軸套及空套齒輪的軸向移動(dòng)。
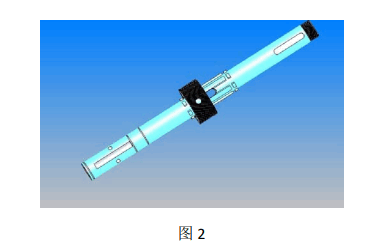
第9步安裝滑環(huán)
將滑環(huán)裝入軸上,調(diào)整摩擦片至合適位置,加力套左右移動(dòng)可使正、反轉(zhuǎn)摩擦片壓緊,齒輪分別與軸一起轉(zhuǎn)動(dòng)。
第10步安裝元寶鍵(杠桿鍵)
將元寶鍵裝進(jìn)拉桿的槽中,把圓柱銷裝入孔中,使杠桿也拉桿成為一體。注意圓柱銷的兩端不能太長(zhǎng)。
三、主軸部件
主軸部件是車床的關(guān)鍵部分,在工作時(shí)承受很大的切削抗力。工件的精度和表面粗糙度很大程度上決定于主軸部件的剛度和回轉(zhuǎn)精度。如圖所示為CA6140型車床主軸部件結(jié)構(gòu)圖。
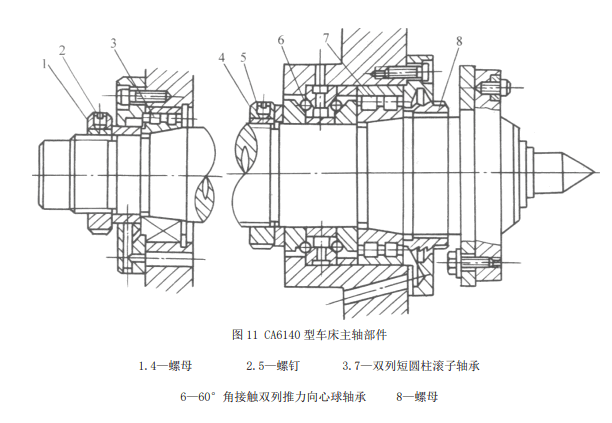
主軸前后支承處各裝有一個(gè)雙列短圓柱滾子軸承7和3,中間支承處還裝有一個(gè)圓柱滾子軸承,用于承受切深抗力。雙列短圓柱滾子軸承7和3的剛度和承載能力大、旋轉(zhuǎn)精度高、且內(nèi)圈較薄。內(nèi)孔是1:12的錐孔,可通過(guò)相對(duì)主軸軸頸的軸向移動(dòng)來(lái)調(diào)整軸承的間隙,因而可保證主軸有較高的回轉(zhuǎn)精度和剛度。在前支承處還裝有一個(gè)60°角接觸的雙列推力向心球軸承用于承受左右兩個(gè)方向的軸向力。主軸是一個(gè)空心的階臺(tái)軸,其內(nèi)孔用于通過(guò)Φ47mm以下的棒料或安裝氣動(dòng)、電動(dòng)、液壓夾具,主軸前端的莫氏6號(hào)錐孔用于安裝前頂尖和心軸,后端的1:20錐孔是加工主軸工藝基準(zhǔn)面,主軸前端采用短圓錐連接盤(pán)式結(jié)構(gòu),用?安裝卡盤(pán)或撥盤(pán)。
(一)主軸精度的檢查
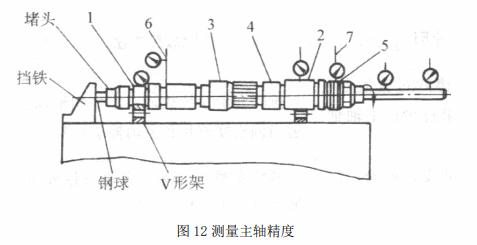
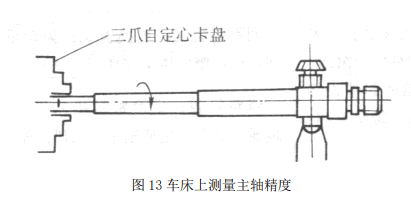
主軸精度的檢查可以在V形架上測(cè)量主軸精度(圖12),方法是將前后軸頸1、2分別置于V形架和可調(diào)V形架上,主軸后端孔中鑲?cè)胍粋€(gè)帶中心孔的堵頭,孔內(nèi)放一鋼珠,鋼珠頂住擋鐵以控制主軸軸向移動(dòng)。校正后轉(zhuǎn)動(dòng)主軸,用百分表分別檢查各軸頸、軸肩及主軸錐孔相對(duì)軸頸1、2的徑向圓跳動(dòng)和端面圓跳動(dòng),也可以在車床上測(cè)量主軸精度(圖13),與上述方法相同。
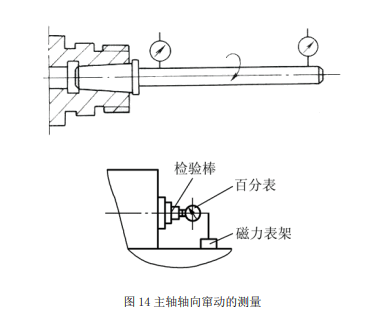
(二)主軸裝配后的精度測(cè)量與分析
用帶錐度的工藝心棒檢查主軸錐孔的徑向圓跳動(dòng)誤差
(三)影響主軸部件旋轉(zhuǎn)精度的因素
(1)影響主軸部件徑向圓跳動(dòng)的因素
1)主軸本身的精度
2)軸承本身的精度
3)主軸箱前后軸承座孔的同軸度、圓柱度和圓度誤差
(2)影響主軸部件軸向竄動(dòng)的因素
1)主軸軸頸肩端面的垂直度與跳動(dòng)誤差。
2)緊固軸承的螺母、襯套、墊圈等的端面圓跳動(dòng)和平行度誤差。
3)軸承本身的端面全跳動(dòng)誤差。
4)主軸箱體軸承座孔的端面全跳動(dòng)誤差。
(3)影響主軸部件旋轉(zhuǎn)均勻性和平穩(wěn)性的因素
影響主軸旋轉(zhuǎn)均勻性和平穩(wěn)性的因素,除了主軸及軸上傳動(dòng)零件,如齒輪、帶輪等的精度和裝配質(zhì)量之外,外界振動(dòng)源如電動(dòng)機(jī)、鍛錘等引起主軸振動(dòng)。
(四)主軸箱的安裝
主軸箱以底平面和凸塊側(cè)面與床身接觸來(lái)保證正確安裝位置。底面是用來(lái)控制主軸軸線與床身導(dǎo)軌在垂直平面內(nèi)的平行度;凸塊側(cè)面是控制主軸軸線在水平面內(nèi)與床身導(dǎo)軌的平行度。主軸箱安裝主要是保證這兩個(gè)方向的平行度。安裝時(shí),如圖所示進(jìn)行測(cè)量和調(diào)整。主軸孔插入檢驗(yàn)心軸,百分表座吸在床鞍刀架下滑座上,分別在上母線和側(cè)母線上測(cè)量,百分表在全長(zhǎng)(300mm)范圍內(nèi)讀數(shù)差就是平行度誤差值。
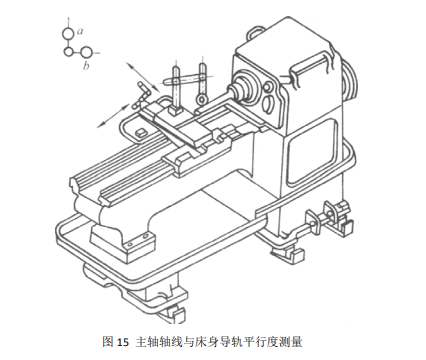
安裝要求是:上母線為0.03/300mm,只許檢驗(yàn)心軸外端向上抬起(俗稱“抬頭”),若超差,則刮削結(jié)合面;側(cè)母線為0.015/300mm,只許檢驗(yàn)心軸偏向操作者方面(俗稱“里勾”),若超差,可通過(guò)刮削凸塊側(cè)面來(lái)滿足要求。
(五)主軸箱裝配要點(diǎn)如下:
1.熟悉主軸箱內(nèi)各機(jī)構(gòu)的相互關(guān)系、工作原理及裝配要點(diǎn)。
2.做好各組件裝配前的清潔、準(zhǔn)備工作。
3.掌握組件各裝配零件的作用、裝配方法及技術(shù)要求(注意零件的配合要求)。
4.注意組件中各零件的裝配位置及方向。如推力球軸承緊環(huán)、松環(huán)的裝配位置和方向,雙聯(lián)齒輪及三聯(lián)齒輪的裝配方向等。
5.對(duì)不能直接進(jìn)入總裝配的組件預(yù)裝,進(jìn)入總裝時(shí)需拆卸裝入。
6.裝配順序一般應(yīng)由內(nèi)向外、由上往下,以不影響下一步的裝配工作為原則。
7.滑移齒輪的裝配,在用操縱機(jī)構(gòu)操作時(shí)應(yīng)撥動(dòng)靈活,軸向定位準(zhǔn)確、可靠。
8.裝配中的各項(xiàng)調(diào)整工作。各齒輪相互嚙合接觸寬度位置。軸Ⅰ摩擦片接觸松緊的調(diào)整,主軸前、后軸承間隙的調(diào)整等。
9.潤(rùn)滑管路的檢查及各主要潤(rùn)滑情況的檢查。
四、滾動(dòng)軸承的定向裝配要點(diǎn)
1.主軸前軸承的精度比后軸承的精度高一級(jí)。
2.前后兩個(gè)軸承內(nèi)圈徑向圓跳動(dòng)量的方向置于同一軸向截面內(nèi),并位于旋轉(zhuǎn)中心線的同一側(cè)。
3.前后兩個(gè)軸承內(nèi)圈徑向圓跳動(dòng)量的方向與主軸錐孔中心線的偏差方向相反。
同理,軸承外圈也應(yīng)按上述方法定向裝配。對(duì)于箱體部件,由于檢測(cè)軸承孔偏差較費(fèi)時(shí)間,可將前后軸承外圈的徑向跳動(dòng)點(diǎn)在箱體孔內(nèi)裝在一條直線上即可。這樣通過(guò)裝配時(shí)的調(diào)整手段,使相關(guān)件的制造誤差相互抵消至值,以獲得主軸的佳旋轉(zhuǎn)精度。