


廠址:河北省邢臺市臨西縣軸承工業園區北環路雙創科技園(佳順軸承)
銷售地址:河北省臨西縣軸承大世界東九區19號
手 機:18764252222 15531951217
電 話:0319-8585888
Q Q:275582616
振動時效技術在輥壓機軸承座制造中的應用
2025-11-14董治收
【中材(天津)重型機械有限公司】
01 前言
構件在焊接過程中,由于受熱不均等因素影響,會產生不同程度的焊接殘余應力,殘余應力的存在對構件的結構強度、疲勞壽命及形變等方面均十分有害,消除焊接構件的殘余應力是機械加工過程中的一項非常重要的工作。
采用振動時效方法代替熱時效方法消除金屬構件內的殘余應力,已被許多國家大量使用,某公司也在該項技術的機理和應用研究上取得了較大的進展。下文將對振動時效技術在輥壓機軸承座制造中的應用進行介紹。
02 振動時效的工作機理
振動時效在國外被稱做“Vibratory Stress Relief”(簡稱VSR),VSR可以降低或均化構件內的殘余應力,提高構件的使用強度,減少構件形變,保持構件精度,防止構件在惡劣使用環境下產生微觀裂紋,具有顯著的節約能源、提高工效的效果。
振動時效與熱時效的工作機理不同,振動時效是使構件在共振頻率下受激發生共振,振動釋放金屬構件的殘余應力。構件在共振狀態下,按一定的振型產生彈性變形,彈性變形產生動應力,當動應力與構件上各點的殘余應力疊加大于材料的屈服極限后,則在該點出現局部的塑性變形,應力即得以釋放。而熱時效是靠升高具有殘余應力金屬構件的溫度、降低材料的屈服強度以釋放應力。
振動時效既可以降低應力,也可以消除或降低殘余應力對構件的影響,其作用有如下幾方面:
(1)減少或防止構件形變構件的變形是由殘余應力造成,殘余應力的分布和量值具有很大的隨機性,其水平與構件內的動應力大小有關,動應力大則消除殘余應力的效果好,動應力小則消除殘余應力的效果差。
(2)降低應力,消除應力集中,防止出現裂紋振動中殘余應力大的點,應力下降比例大,若應力值差得太大,易使構件產生變形。振動時效技術的使用,能消除應力集中,避免出現裂紋。
(3)延長焊接構件的疲勞壽命大量的實驗和實踐證明,振動時效可延長焊件50%以上的疲勞壽命、0.5~1倍的使用壽命。
1991年,我國即制定了振動時效技術的行業標準JB/T 5928.91;1993年,振動時效技術被國家科委批準為“國家級科技成果重點推廣計劃”項目,在全國推廣。多年實踐表明,振動時效在去除焊接鑄造構件的殘余應力方面,效果優于熱時效,能為企業節省大量資金和時間。
03 基于VSR消除輥壓機軸承座殘余應力
3.1 振動時效儀器選型
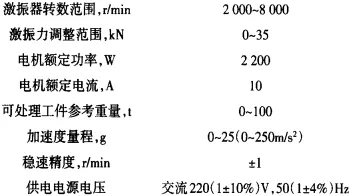
振動時效消除應力儀器采用VSR-60型多功能便攜式振動消除應力系統,單次消除應力構件的最大重量為100t,主要參數見表1。
表1 VSR-60型多功能便攜式振動消除應力系統主要參數
3.2 輥壓機軸承座殘余應力的形成原因
輥壓機軸承座由軸承座體和襯套通過焊接制作而成。軸承座體為鑄鋼件,在鑄造期間,軸承座毛坯件需完成兩次熱時效處理。襯套為用鋼板卷制的圓筒,在卷制過程中,材料內部會產生一個比較大的彈性應力,在焊接時,焊縫處也會形成焊接應力。
在軸承座體內孔和襯套外圓精加工完成后,將襯套熱裝到軸承座體內孔中,對軸承座上、下兩道環形焊口進行焊接,焊縫處會形成焊接應力。輥壓機軸承座作為輥壓機的重要部件,在不同工況環境下,均不能出現疲勞破壞,故降低或均化焊接殘余應力是一項很重要的制作工序。
3.3 振動平臺設計
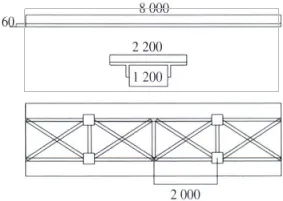
振動時效的工作機理是,通過掃頻檢測出構件的固有頻率,在固有頻率下使構件產生共振,在共振的狀態下消除構件應力。振動時效儀器的最高工作頻率<166Hz,通常構件的固有頻率不會超過這個頻率,可以直接對構件進行振動時效處理。但輥壓機軸承座整體鋼性比較集中,軸承座的固有頻率超出振動時效儀器的工作頻率范圍,直接進行振動時效的工作頻率較高,將會影響振動時效效果。根據JB/T5926-2005《振動時效效果評定方法》中5.3.3組合振動原則,采用振動平臺工藝對構件進行振動時效處理,也稱組合振動。振動平臺根據TRP220-160型號輥壓機軸承座的重量及體積進行設計,采用鋼結構形式焊接制作而成,如圖1所示。
圖1 振動時效平臺簡圖
3.4 振動時效處理過程
處理前,先在振動平臺和地面之間設4個彈性支撐點,使其與地面的摩擦達到最佳的振動時效效果,然后用壓板將軸承座固定在振動平臺上,使其與平臺成為一體,對平臺軸承座進行組合振動時效處理。軸承座振動時效處理簡圖如圖2所示。
圖2 軸承座振動時效處理圖
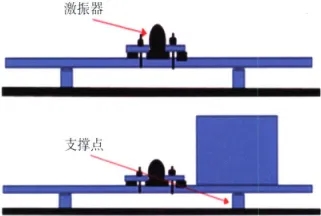
(1)支承方式。在振動平臺與地面之間設置4個橡膠支撐點,以降低振動阻力。
(2)激振點。激振器安裝在振動平臺中部邊緣處,采用壓板將激振器與振動平臺進行鋼性連接。
(3)測振點。測振點即振動傳 感器安裝位置。用傳感器測量振動構件的振動幅度,以便快速掌握構件的振動狀態,科學調整激振力,使之達到最佳的振動時效效果。振動傳感器安裝在平臺邊緣處振動幅度最大的位置,用低噪聲屏蔽信號電纜,與計算機控制終端相連,監控軸承座的振動狀態。
(4)激振力。激振器偏心檔位的選擇應當保證構件產生合適振幅。本次振動消除應力偏心檔位選擇為4檔(約15~20kN)激振力,確保構件能夠產生超過4g加速度的振幅。
(5)共振頻率。共振頻率即振動臺固有頻率。振動時效系統主控機通過自動掃頻裝置,檢測振動臺軸承座的固有頻率,判斷有效共振峰,自動選擇頻率,對構件進行振動時效處理。
(6)處理時間。振動時效時問10~45min,可根據振動幅度的大小調節振動時間,該平臺軸承座的振動時間為25min。
(7)操作流程。振動時效系統全過程自動進行,實施振動時效前,掃頻檢測構件的固有頻率,對構件進行振動時效處理;實施振動時效后,掃頻檢測構件的固有頻率,打印構件振動時效數據曲線。
3.5 振動時效數據曲線的處理分析
用振動平臺對軸承座進行振動時效處理,振動時效處理時間25min,處理結束后打印時效數據曲線。振動時效曲線圖如圖3所示。
圖3 振動時效曲線圖(2020年5月8日)
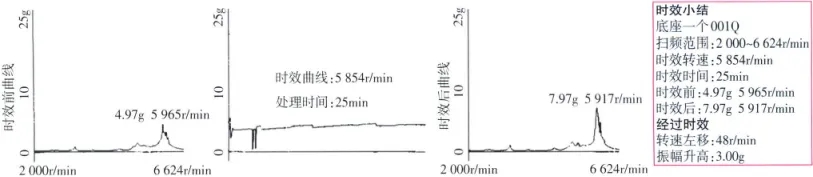
3.5.1振動時效數據曲線分析
振動時效處理前,構件的固有頻率(時效轉數)為5965r/min,振動幅度4.979;振動時效處理后,構件的固有頻率(時效轉數)為5917r/min,振動幅度由圖3中的數據分析可知,振動時效處理后的固有頻率比振動時效處理前的固有頻率向左移了48r/min,振動時效處理后的振幅比振動時效處理前的振幅升高了3g;振動時效處理過程中,a-t曲線常出現先上升后下降,最終處于平穩的狀態。
3.5.2振動時效效果評估
按照JB/T5926-2005《振動時效效果評定方法》第6.1條參數曲線觀測法的規定,可根據振動時效過程中實時打印的a-t曲線及a-n曲線振動時效處理前后的變化,評估振動時效的實際效果。出現下列情況之一時,即可判定振動時效有效:
a-t曲線上升后變平;
a-t曲線上升后下降,最終變平穩;
a-n曲線振動時效處理后,共振峰發生了單項特征或組合特征的變化(出現振幅升高、降低、左移、右移);
a-n曲線振動時效處理后變得簡潔而平滑;
a-n曲線振動時效處理后出現低幅振峰增值現象。
3.5.3結果分析
振動時效處理前、后,掃頻檢測數據固有頻率及振動幅度變化明顯;檢測數據符合標準(a-n曲線振動時效處理后,共振峰振幅明顯升高,固有頻率左移);振動時效曲線開始出現明顯上升,后期趨于平穩,符合標準(a-t曲線上升后變平穩)。由上述情況可判定,本次振動時效處理有效。
3.6 軸承座振動時效處理效果
采用盲孔法檢測軸承座殘余應力。測試點處材料厚度應大于鉆孔直徑的4倍,構件的5個測試點應選在焊縫中心或焊縫根部。
計算振動時效處理前后構件的應力消除率,軸承座振動時效處理前,主應力平均為256.10MPa;振動時效處理后,主應力平均值為120.60MPa,應力消除率為52.91%,符合JB/T5926-2005標準中振動時效處理后應力消除率>30%的要求。軸承座振動時效處理前后測量數據見表2,應力消除率計算結果見表3。
表2 軸承座測量數據,MPa
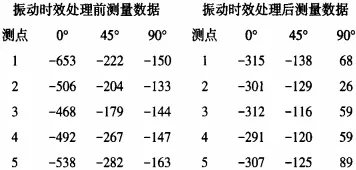
表3 應力消除率計算結果,MPa

04 振動時效實際應用效果
4.1 工藝操作簡便
采用振動時效工藝,2h內即可完成全部時效工作(包含準備工作),比熱時效時間縮短約5d,提高了工作效率,縮短了產品制造周期。
4.2 工藝成本低
以TR180-160輥壓機浮動軸承座制作為例,采用熱時效工藝消除軸承座的殘余應力費用約為6900元/個,而采用振動時效工藝消除軸承座殘余應力僅需要人工費200元/個,一個軸承座可節省成本6700元,成本降低了90%以上。
4.3 節能環保
采用振動時效代替熱時效,可以避免電能和天燃氣的消耗,節約了能源,減少了碳排放量和有害物質的排放量。
振動時效工藝處理過程無環境污染,無明顯噪聲,社會效益及經濟效益顯著。目前振動時效工藝已應用到國內外多個項目的輥壓機產品上,很好地滿足了產品質量要求。實踐證明,振動時效工藝是一種高效、節能、可靠的工藝措施,同時,該工藝還可拓展到其他構件的制作,具有較大的應用前景。
來源:《水泥技術》
(版權歸原作者或機構所有)